Investment casting is also called "lost wax casting". A mold is made according to customer's product requirements. Wax is injected into the mold to form a wax pattern and then welded together with gate cups and runners to form a tree. The tree is later coated with multiple layers of refractory slurry and sand to form a shell. The shell will be heated to remove the wax inside and then baked with high temperature. Molten metal will then be poured into the shell. When the molten metal solidifies and cools down, metal parts will be cut off from the tree and cleaned, thus the required products are obtained. Compared with other casting processes, investment casting applies to a wider range of materials and more complex-structured products. After investment casting, the product will gain a high-quality surface finish and high dimensional accuracy. It almost forms the final shape and structure required, without or with very little machining.








Stainless steel, carbon steel, low alloy steel, medium alloy steel, high-manganese steel, nickel-based alloy, cobalt-based alloy, non-ferrous alloy, etc. Check Below Appendix for Details.
Unit weight range: 0.001 kg-622 kg;
Max. size: Ø710 mm × 300 mm;
Maximum size in one axis: 1200 mm.
VDG P690 D1-2 or ISO 8062 DCTG4-6. Check Below Appendix for Details.
≤Ra6.3,≤Ra3.2 after special process.
The company is equiped with powder sintering laser rapid prototyping machine and light curing rapid prototyping machine, which can be used for rapid prototyping and rapid production of small-lot products.
Vacuum smelting furnace in house is used to produce Co-based and Ni-based alloy castings with unit weight range of 0.001 kg-25 kg.
Advanced casting simulation software is utilized in product process design. Parts with complex structures can be developed with the help of special processes like soluble core, ceramic core, salt core, and C-1 Core Mix.
Automatic wax injection machine and group control system for the wax injection process.
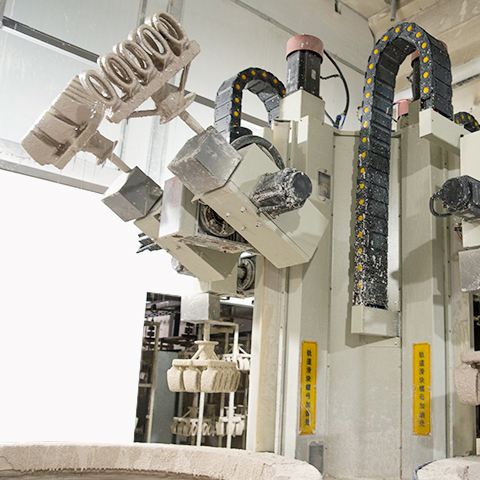
Automatic shell making robot and automatic temperature & humidity control system in the drying room.
Fast-drying technology to shorten the time circle of shell drying.
Advanced dewaxing autoclaves with wax dewatering function.
Safe and environment-friendly automatic wax treatment system.
Self-designed computerized system to assist alloy composition adjustment. Robot arms for transfer pouring and demolding (for big parts).
Advanced heat treat equipment, such as a fully automated atmosphere furnace and a high temperature solutionizing furnace.





 Contact Us
Contact Us  Back to Top
Back to Top


